
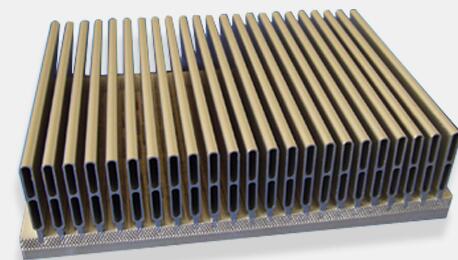
插片散热器有两种不同的出产工艺,一种是本体焊接,既金属片直接与散热器连接,这种连接的方法便是散热器与金属片之间只有一道接触点,具备良好的耐腐蚀性,无需打磨。而填充物焊接则需要打磨,耐腐蚀性也稍差;不管是哪一种焊接方法的插片散热器都要调查焊接处是否规整牢固,如果焊接工艺差,那么插片散热器的整体质量令人担忧。对于普通的购买者来说也许不能有用的判断选用哪一种插片散热器比较适合,所以能够根据插片散热器外观质量选购插片散热器,或是向专业人员请教。
一、对于高密齿以及舌比大的模具试模时,第一支铝棒必须要是150-200mm的短铝棒或纯铝棒。
三、插片散热器在试模和正常出产进程傍边,铝棒加热的温度要确保在480-520℃之间。
五、在试模或者出产之前,必须要用清缸垫整理洁净盛锭筒内胆,并查看挤压机空运转是否正常。
七、模具在试模或出产进程傍边,如果发现堵模、偏齿、快慢误差太大等现象时要立刻停机,并以点退的方法卸模,避免模具报废。


 扫一扫添加微信
扫一扫添加微信